PE 静电膜作为一种依靠自身静电吸附力实现贴合的包装材料,凭借无胶残留、环保无毒、使用便捷等优势,广泛应用于电子、五金、塑胶、印刷等多个行业。其生产工艺的选择直接决定了产品的性能、成本与适用场景,其中流延工艺与吹膜工艺是当前主流的两种制备方式。本文将从工艺原理、流程入手,全面对比二者的优劣,并结合实际应用场景提供选择参考。

一、PE 静电膜核心生产工艺原理与流程
PE 静电膜的生产以聚乙烯(PE)为主要原料,辅以抗静电剂、增韧剂、爽滑剂等功能助剂,通过特定工艺将熔融的树脂加工成薄膜,并赋予其静电吸附性能。流延与吹膜工艺在成型方式上存在本质差异,直接影响了后续产品的物理特性。
(一)流延工艺(Cast Film Extrusion)
流延工艺是一种平挤平拉的成型方式,核心特点是 “熔融树脂直接流延成膜,经冷却定型后拉伸”,具体流程如下:
原料混合与熔融塑化:将 PE 树脂(通常为 LDPE 或 LLDPE)与抗静电剂、助剂按比例混合,投入挤出机料筒。通过螺杆的旋转挤压和料筒的加热(温度控制在 160-200℃),原料逐渐熔融成均匀的熔体。
流延成型:熔融的 PE 熔体通过 T 型平模头(狭缝式模头)均匀挤出,直接流延到表面光洁的冷却辊(通常为镀铬钢辊,温度控制在 20-40℃)上。熔体在冷却辊表面快速冷却定型,形成厚度均匀的初级薄膜。
拉伸与定型:初级薄膜经过牵引辊牵引,根据产品需求进行纵向或双向轻微拉伸(拉伸倍率通常为 1.2-1.5 倍),以提升薄膜的力学强度和透明度。
收卷与分切:经过定型的薄膜由收卷机整齐收卷,再根据客户需求分切成不同宽度和长度的成品。
流延工艺的关键在于模头精度和冷却辊温度控制:模头的狭缝均匀度直接决定薄膜厚度偏差(通常可控制在 ±3% 以内),冷却辊的温度则影响薄膜的结晶度,进而影响透明度和柔韧性。
(二)吹膜工艺(Blown Film Extrusion)
吹膜工艺是一种平挤竖拉的成型方式,核心特点是 “熔融树脂挤出后吹胀成泡,经冷却牵引后展平”,具体流程如下:
原料混合与熔融塑化:与流延工艺类似,PE 树脂与助剂混合后投入挤出机,经加热(温度 150-190℃)熔融成熔体。
吹胀成泡:熔融熔体通过环形模头挤出,形成管状薄膜(“管坯”)。同时,从模头中心通入压缩空气,将管坯吹胀成直径更大的薄膜泡(“泡管”),泡管的直径决定了薄膜的宽度(展平后为泡管周长的一半)。
冷却定型:泡管上升过程中,通过外部的冷却风环(或水环)进行冷却,使熔体快速凝固定型。冷却速度越快,薄膜的透明度越高;若冷却不均匀,易出现 “皱折” 或 “厚薄不均”。
牵引与展平:冷却后的泡管由牵引辊牵引向上,经过 “人字板”(导向板)将管状薄膜展平为平膜,再由收卷机收卷,最后分切成成品。
吹膜工艺的关键在于吹胀比和冷却均匀性:吹胀比(泡管直径与模头直径的比值,通常为 2-4 倍)决定薄膜的横向拉伸强度,冷却风环的风速分布则影响薄膜厚度的均匀性(偏差通常在 ±5% 以内)。
二、流延与吹膜工艺核心优劣对比
流延与吹膜工艺的差异体现在产品性能、生产效率、成本控制等多个维度,具体对比如下表所示:
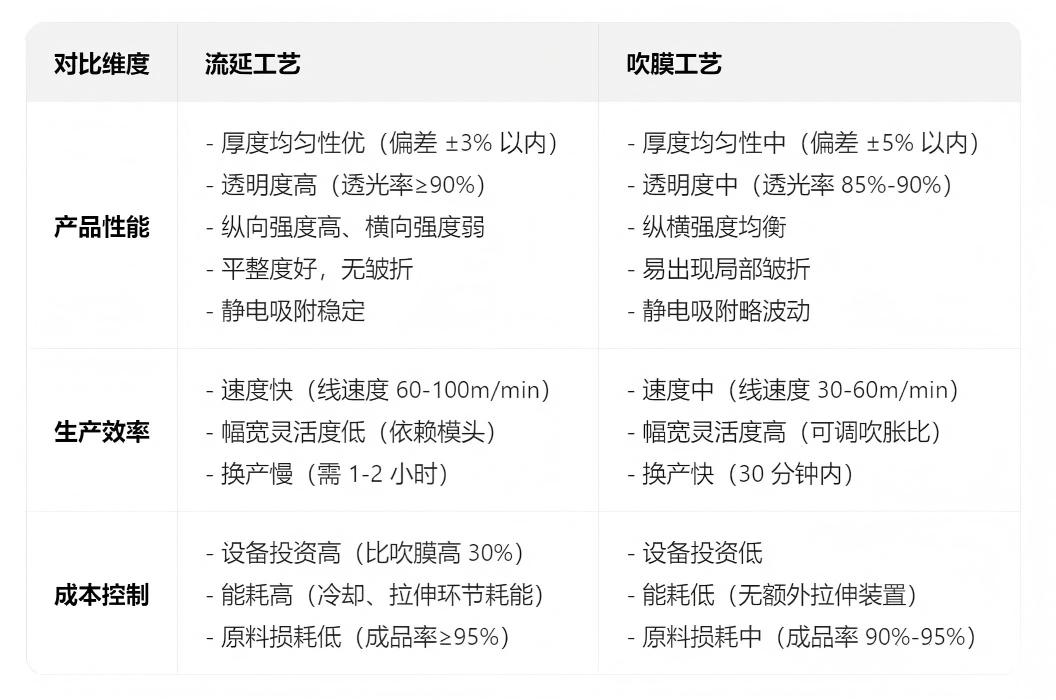
适用场景 高精度需求:电子元件包装(如芯片、连接器)、光学膜贴合 通用型需求:五金件防锈、塑胶件保护、包装缓冲
关键差异总结
:若需高透明度、高厚度均匀性,流延工艺是首选;若需均衡的纵横强度和灵活的幅宽调整,吹膜工艺更合适。
成本敏感度:小批量、多规格生产(如频繁更换幅宽)时,吹膜工艺的低设备投资和快换产效率更具优势;大批量、固定规格生产(如长期供应同一宽度的电子膜)时,流延工艺的高成品率可降低单位成本。
应用匹配度:电子行业对膜的平整度和静电稳定性要求极高,流延工艺能满足其 “无胶残留、无划伤” 的核心需求;五金、塑胶等通用包装场景对精度要求较低,吹膜工艺的性价比更高。
三、PE 静电膜工艺选择与未来发展趋势
(一)工艺选择决策逻辑
企业在选择 PE 静电膜生产工艺时,可遵循 “需求 - 性能 - 成本” 的三层决策逻辑:
需求层:明确下游应用场景(如电子 / 通用包装)、产品规格(如厚度、幅宽)、质量标准(如透明度、平整度);
性能层:根据需求匹配工艺的核心性能(如高精度选流延、高灵活性选吹膜);
成本层:结合生产规模(批量 / 小批量)、换产频率,计算设备投资、能耗、原料损耗的综合成本,最终确定工艺方案。
例如:某电子元件厂商需要厚度为 50μm、幅宽 1.2m 的静电膜,要求透明度≥90%、厚度偏差≤±3%,且长期稳定供货(年产量 1000 吨)—— 此时选择流延工艺,虽设备投资较高,但高成品率和稳定的性能可满足需求,且长期批量生产能摊薄成本。
(二)未来发展趋势
工艺融合:部分企业开始探索 “流延 + 吹膜” 的复合工艺,例如用流延工艺提升薄膜的初始平整度,再通过吹膜工艺实现横向拉伸,以兼顾厚度均匀性和纵横强度均衡性,满足更高端的应用需求(如柔性电子包装)。
绿色化升级:无论是流延还是吹膜工艺,均在向 “低能耗、环保化” 方向发展 —— 例如采用新型加热系统(如电磁加热)降低挤出机能耗,使用可降解 PE 树脂(如 PBAT/PE 共混料)替代传统 PE,减少环境污染。
智能化控制:引入物联网(IoT)和自动化系统,例如流延工艺中通过 AI 算法实时调整冷却辊温度和模头狭缝,吹膜工艺中通过视觉检测系统监控泡管稳定性,实现 “实时纠偏、自动调参”,进一步提升产品精度和生产效率。
四、结语
流延与吹膜工艺并非 “优劣对立”,而是 “各有所长”—— 流延工艺以 “高精度、高性能” 立足高端市场,吹膜工艺以 “高灵活、高性价比” 覆盖通用市场。企业需结合自身的产品定位、生产规模和下游需求,选择最适配的工艺方案。随着材料技术和智能化装备的发展,PE 静电膜生产工艺将进一步突破性能与成本的平衡瓶颈,为更多细分领域(如新能源、医疗包装)提供更优质的包装解决方案。

来源:耐温性保护膜的应用